PARAMETRI DI TAGLIO SISTEMA REV
Parametri di taglio suggeriti
| |
Velocità di taglio (mm/min.) |
Incremento (mm) raccomandato |
Incremento (mm) min |
Incremento (mm) max |
| Alluminio |
10000 |
0,2 |
0,1 |
0,25 |
| Acciaio tenero |
8000 |
0,11 |
0,06 |
0,15 |
| Ghisa |
6000 |
0,13 |
0,06 |
0,2 |
| Acciaio comune |
6000 |
0,08 |
0,04 |
0,12 |
| Acciaio bonificato |
5000 |
0,06 |
0,03 |
0,08 |
| Acciaio inox |
5000 |
0,06 |
0,03 |
0,08 |
| Plastica |
10000 |
0,25 |
0,2 |
0,3 |
| Bronzo-Ottone |
7000 |
0,1 |
0,05 |
0,15 |
Nb: Per misure di inserti ≥ a 18mm si consiglia di suddividere la lavorazione in due fasi: sgrossatura e finitura.
PARAMETRI DI TAGLIO STOZZATORE REV
Per garantire una lunga durata dell’inserto e un’ottima finitura nella lavorazione, è consigliabile attenersi ai parametri suggeriti (vedi tabella parametri).
Spessore massimo realizzabile sui vari materiali e parametri di taglio
| |
Corsa 35 mm |
Corsa 50 mm |
Corsa 65 mm |
Velocità di taglio |
Incremento |
| Alluminio |
14mm |
14mm |
14mm |
38 m/min. |
0,06 / 0,15 mm |
| Acciaio tenero |
12mm |
12mm |
12mm |
33 m/min. |
0,04 / 0,07 mm |
| Ghisa |
12mm |
12mm |
10mm |
28 m/min. |
0,04 / 0,07 mm |
| Acciaio comune |
12mm |
12mm |
10mm |
30 m/min. |
0,03 / 0,05 mm |
| Acciaio bonificato |
10mm |
10mm |
10mm |
25 m/min. |
0,02 / 0,04 mm |
| Acciaio inox |
10mm |
10mm |
10mm |
25 m/min. |
0,02 / 0,04 mm |
| Plastica |
14mm |
14mm |
14mm |
40 m/min. |
0,07 / 0,15 mm |
| Bronzo-Ottone |
12mm |
10mm |
10mm |
30 m/min. |
0,03 / 0,06 mm |
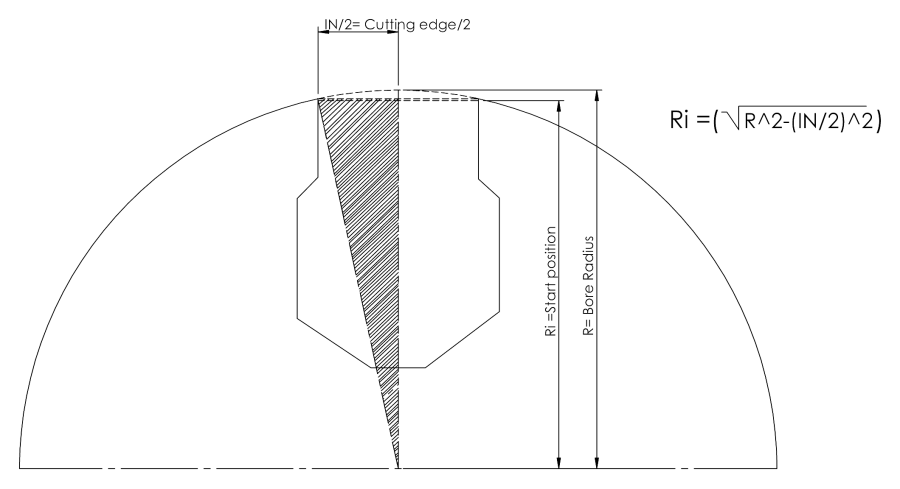
CALCOLO INIZIO LAVORAZIONE IN X
Per evitare collisioni, impostare distanza in X calcolando l’arco tangente.